How to Reduce Flash and Warping in Injection Blow Molding
Introduction
Injection blow molding (IBM) is a widely used manufacturing process for producing hollow plastic products such as bottles, containers, and medical packaging. However, defects like flash (excess material leakage) and warping (dimensional distortion) can compromise product quality, increase scrap rates, and raise production costs. This guide explores the root causes of these issues and provides actionable solutions to optimize the IBM process.
1. Understanding and Minimizing Flash
What is Flash?
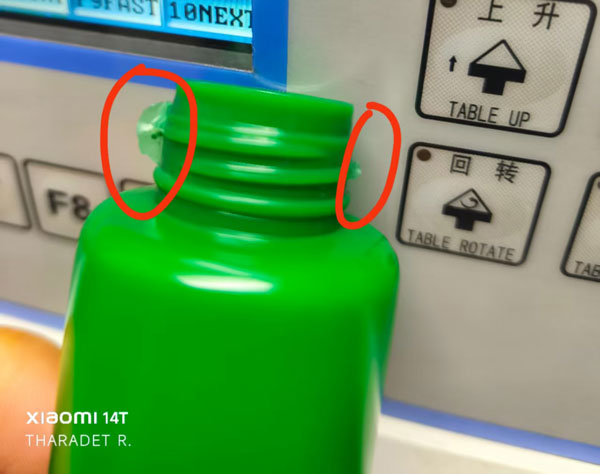
Flash occurs when molten plastic escapes through mold parting lines, ejector pins, or gaps, forming thin, unwanted edges on the finished product. It affects aesthetics, functionality, and may even damage molds over time.
Causes of Flash
- Insufficient Clamping Force: Low tonnage allows the mold to separate under injection pressure.
- Worn or Misaligned Molds: Damaged parting surfaces or misalignment create gaps.
- Excessive Injection Pressure/ Speed: Overpacking forces material into mold gaps.
- High Material Fluidity: Low-viscosity resins (e.g., PP, PETG) flow more easily into crevices.
- Non-Uniform Mold Temperature: Localized overheating increases material flow.
Solutions to Reduce Flash
(1) Optimize Mold Design & Maintenance
- Ensure precise mold alignment and regular maintenance to prevent wear.
- Use hardened steel molds for critical areas to resist deformation.
- Polish parting lines and eliminate burrs to improve sealing.
(2) Adjust Process Parameters
- Increase Clamping Force: Ensure it exceeds the injection pressure (typically 3–5 tons/in²).
- Reduce Injection Pressure/Speed: Lower pressures minimize forced leakage.
- Optimize Melt Temperature: Avoid excessive heat to control material viscosity.
(3) Material Selection & Drying
- Use resins with appropriate melt flow indices (MFI) for the product design.
- Pre-dry hygroscopic materials (e.g., PET, nylon) to prevent moisture-induced expansion.
2. Preventing Warping in Injection Blow Molding
What is Warping?
Warping refers to uneven cooling-induced deformation, causing bends, twists, or dimensional inaccuracies in the final product.
Causes of Warping
- Non-Uniform Cooling: Variations in cooling rates across the part create internal stresses.
- Inconsistent Wall Thickness: Thick sections cool slower, leading to shrinkage imbalances.
- High Mold Temperature: Delays solidification, increasing residual stress.
- Improper Material Selection: Some plastics (e.g., HDPE, PP) are prone to shrinkage.
Solutions to Minimize Warping
(1) Design & Mold Adjustments
- Maintain uniform wall thickness (±10% variation) to ensure even cooling.
- Use conformal cooling channels to regulate temperature distribution.
- Add ribs or gussets to stiffen parts without increasing thickness.
(2) Process Optimization
- Balanced Cooling: Adjust coolant flow rates to match part geometry.
- Lower Mold Temperature: Accelerate solidification to reduce residual stress.
- Extended Cycle Time: Allow sufficient cooling before ejection.
(3) Material & Post-Processing
- Select low-shrinkage resins (e.g., ABS, PC) for critical applications.
- Anneal stress-prone parts to relieve internal stresses post-molding.
3. Advanced Troubleshooting Tips
- Simulation Software: Use Moldflow analysis to predict and mitigate flash/warping risks.
- Process Monitoring: Implement sensors to track pressure, temperature, and clamp force in real time.
- Prototype Testing: Validate mold and process settings with short production runs.
Conclusion
Flash and warping in injection blow molding stem from mold, material, or process inefficiencies. By optimizing clamping force, cooling uniformity, and material selection, manufacturers can significantly reduce defects. Regular mold maintenance and advanced process controls further enhance consistency.




