How to Choose a Plastic Bottle Manufacturing Machine for Small Non-PET Bottles
A practical guide for manufacturers selecting between injection blow molding and extrusion blow molding for HDPE, PP, LDPE, and PS bottles.

Key Takeaways for Bottle Project Planning
- Best-fit process: injection blow molding is usually preferred for small HDPE, PP, LDPE, and PS bottles where neck precision and low waste matter.
- Not for PET beverage bottles: PET water and carbonated drink bottles normally require stretch blow molding, not IBM.
- Cost driver: IBM avoids parison flash, reducing resin waste, trimming labor and secondary handling for precision small bottles.
- Next step: send Victor a bottle drawing, resin, capacity, neck finish and target output for a process recommendation.
Why Choosing the Right Bottle Manufacturing Process Matters
Most purchasing managers and production engineers searching for a plastic bottle manufacturing machine are not primarily comparing machine brands. They are trying to solve real production floor problems:
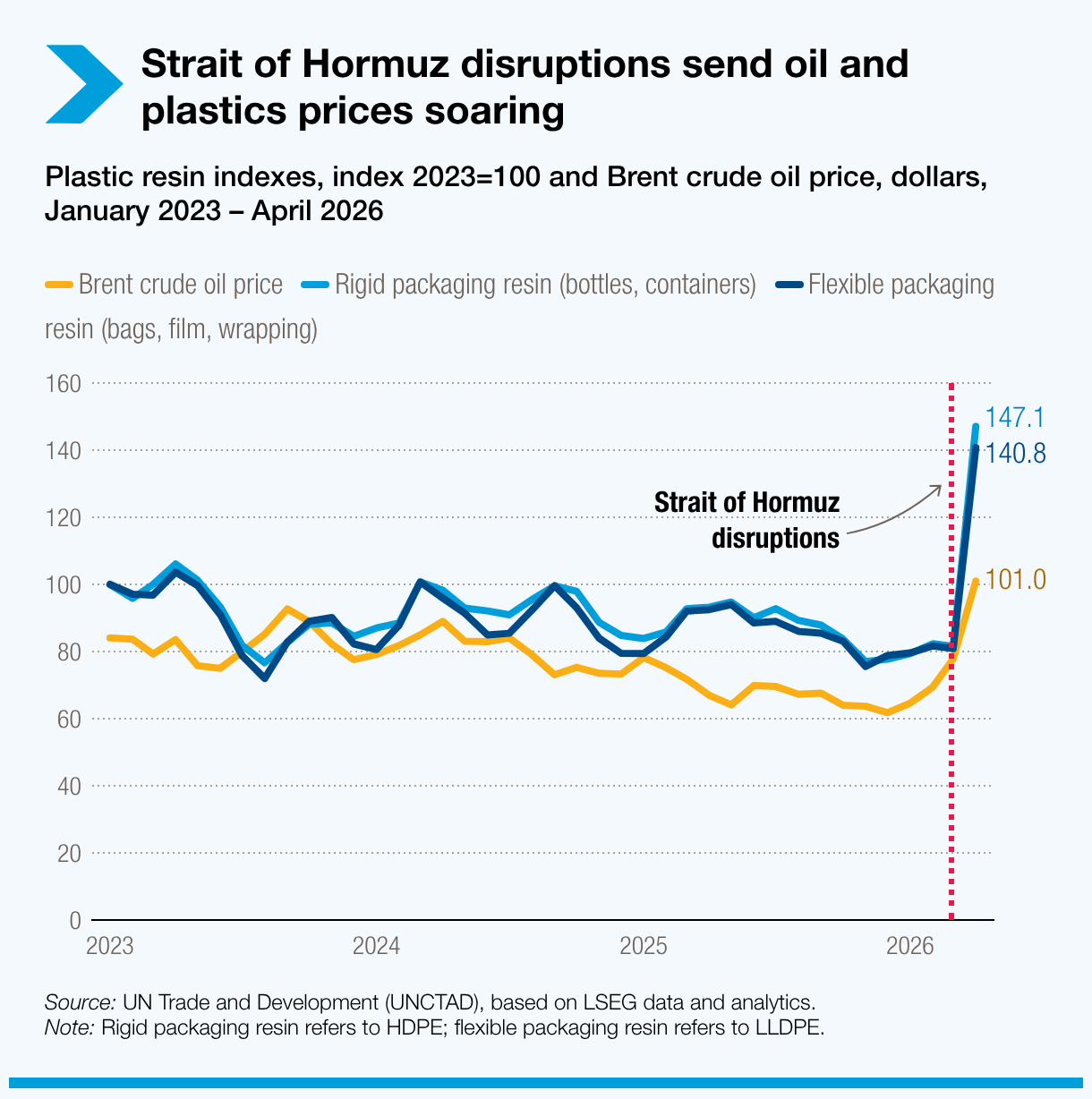
Raw Material Cost
HDPE and PP prices track crude oil. Every gram that becomes scrap instead of a saleable bottle is a cost you never recover — and it compounds at scale.
Neck Quality & Seal Integrity
Leaking caps, off-spec neck threads, and failed seal tests drive rejection rates, rework, and customer complaints — especially in pharmaceutical and personal care packaging.
Hidden Trimming Cost
When bottles require flash removal after molding, you are paying labor, equipment, and floor space to handle material you already purchased and then wasted.
The choice of plastic bottle manufacturing process — and the machine that runs it — affects all of these factors directly. Getting it right at the process selection stage avoids years of unnecessary cost.
Main Types of Plastic Bottle Manufacturing Machines
Three main processes are used for plastic bottle production. Understanding where each one fits prevents purchasing the wrong equipment for your product.
Injection Blow Molding
Resin is injected into a closed preform mold around a core rod, then blown into the final bottle shape. No parison — no trim waste.
Extrusion Blow Molding
A continuous molten parison is extruded, clamped in a mold, and blown into shape. Flash and trim waste are structurally present.
Stretch Blow Molding
A PET preform is reheated and biaxially stretched before being blown. Produces PET's characteristic clarity and lightweight strength.
For manufacturers producing small non-PET bottles — pharmaceutical containers, supplement bottles, cosmetic packaging, eye-drop bottles, or laboratory containers — the relevant choice is between injection blow molding and extrusion blow molding. Stretch blow molding is designed for PET and is not part of this evaluation.
Injection Blow Molding vs Extrusion Blow Molding for Non-PET Bottles
For manufacturers producing small HDPE, PP, LDPE, or PS bottles, the IBM vs EBM comparison comes down to five practical factors: neck precision, flash waste, trimming requirements, wall thickness consistency, and bottle size suitability.

| Comparison Point | Injection Blow Molding (IBM) | Extrusion Blow Molding (EBM) |
|---|---|---|
| Neck precision | Formed by injection around core rod — high dimensional accuracy, no secondary trimming | Formed by parison clamping — precision varies, may require reaming or trimming |
| Flash waste | Structurally eliminated — no parison, no tail waste, no parting-line flash | Structurally generated — flash at parting line, pinch-off at neck and base |
| Secondary trimming | Typically not required for small precision bottles | Often required — adds labor, equipment, and floor space |
| Wall thickness control | Strong for small bottles — preform injection controls material distribution | Depends on parison programming and process stability |
| Bottle size range | 5–800ml precision small bottles | More flexible for larger containers and irregular shapes |
| Material utilization | Near 100% — only required shot weight injected | Reduced by flash, trim waste, and regrind handling |
| Suitable applications | Pharma, cosmetic, lab, personal care, supplement packaging | Larger industrial containers, household products, flexible large formats |
The practical conclusion: For small non-PET bottles where neck finish accuracy, wall thickness uniformity, and low scrap rate matter — particularly in pharmaceutical, personal care, and specialty packaging — injection blow molding is typically the better process.
Why PET Bottle Buyers Should Choose a Different Machine
IBM is not suitable for PET beverage bottles
If your target product is a PET water bottle, carbonated beverage bottle, juice bottle, or any other stretch-blown PET container, an injection blow molding machine is not the right choice. PET beverage bottles require stretch blow molding — a fundamentally different process where a PET preform is reheated and axially stretched before being blown into shape.
Victor's IBM solutions are designed for small non-PET bottles where neck accuracy, low waste, and dimensional consistency matter. If your project involves PET bottles, please consult a specialist in PET stretch blow molding equipment.
How IBM Reduces Waste and Improves Bottle Quality
The reason IBM produces less waste than EBM is structural, not operational. In EBM, every mold close pinches off excess parison material, and every mold open may leave flash at the parting line. This is not a sign of a poorly run machine — it is a consequence of how the process forms a bottle.
In IBM, no parison is extruded. Exactly the right amount of resin is injected into a closed preform mold. There is no tube to pinch, no tail to trim, and no parting-line flash. The bottle exits the machine complete, dimensionally correct, and ready for downstream handling.


Resin Utilization
IBM directs essentially all injected resin into finished product. EBM flash and trim typically represent 3–8% of total resin consumption per cycle.
Neck Finish Quality
The IBM neck is injection-molded around a precision core rod under controlled pressure — consistent neck dimensions, accurate thread form, reliable cap seal.
Downstream Simplicity
IBM bottles typically exit the machine without manual flash inspection or trimming — eliminating a full operator position that EBM small-bottle lines often require.
Useful Victor Resources for This Decision
When to Consider the Victor MSZ30 Hybrid
After understanding the process differences above, the question becomes whether your specific bottle project suits IBM — and if so, whether the MSZ30 Hybrid fits your requirements.

| Your Production Requirement | MSZ30 Hybrid Suitability |
|---|---|
| Small non-PET bottles (5ml–800ml) | ✅ Designed for this range |
| HDPE, PP, PS, and LDPE materials | ✅ Compatible |
| High neck finish accuracy (pharma, cosmetic) | ✅ Injection-molded neck |
| Reducing flash waste and trimming labor | ✅ Zero-flash production |
| Energy cost reduction | ✅ 25–45% saving vs hydraulic IBM |
| PET beverage bottle production | ❌ Not suitable — different process required |
| Large industrial containers (>800ml) | ❌ Outside intended range |
| Very high-volume commodity packaging | ⚠️ Requires capacity evaluation |
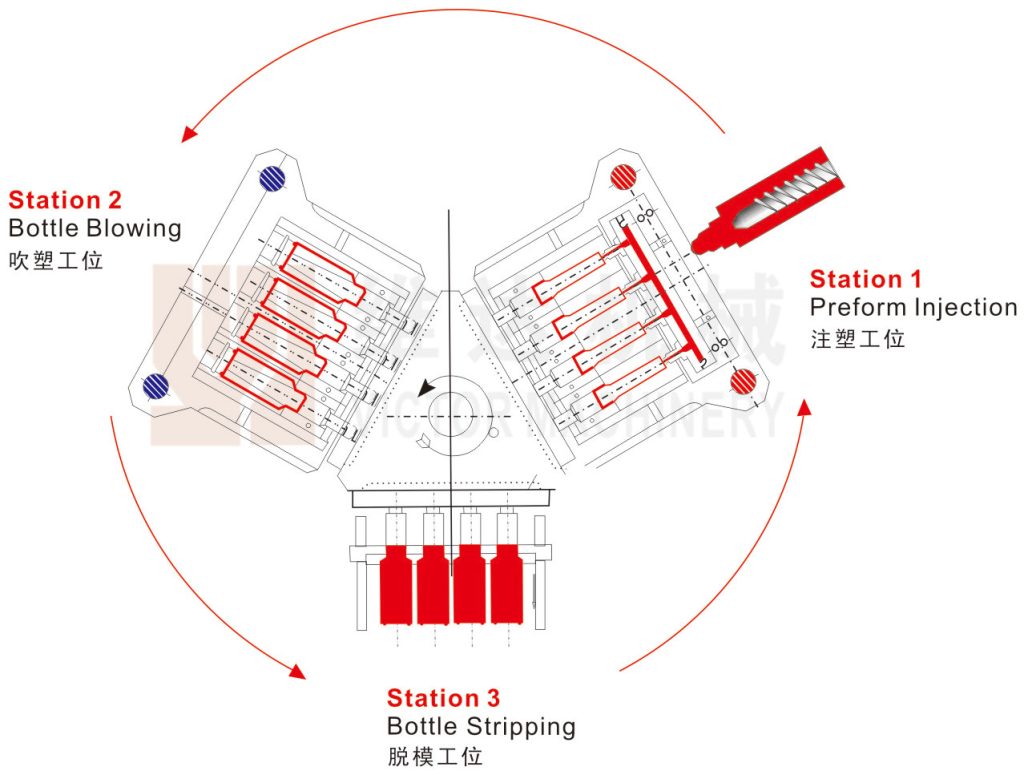
The MSZ30 Hybrid is a three-station injection blow molding machine with electric pre-plasticization, servo-driven rotary system, and precision temperature control:

Watch Victor IBM Machines in Operation
Use these videos to understand the machine layout, station movement, and factory capability before discussing your bottle project with Victor's engineering team.
 ▶
MSZ30 Injection Blow Molding Machine
Machine operation video for small non-PET bottle projects.
▶
MSZ30 Injection Blow Molding Machine
Machine operation video for small non-PET bottle projects.
 ▶
MSZ30 Hybrid IBM Machine
Hybrid system video showing the machine configuration and operation.
▶
MSZ30 Hybrid IBM Machine
Hybrid system video showing the machine configuration and operation.
 ▶
Victor Machinery Company Introduction
Factory capability, engineering support, and manufacturing background.
▶
Victor Machinery Company Introduction
Factory capability, engineering support, and manufacturing background.
Electric Pre-Plasticization
Precise, repeatable shot weight for consistent preform quality cycle after cycle. No over-injection — only the required resin volume enters the preform mold.
Servo-Driven Rotary System
Accurate station-to-station positioning that hydraulic systems cannot match. Critical for consistent neck finish and wall thickness uniformity.
Precision Temperature Zones
Independent temperature control across barrel and hot runner. Stable melt viscosity reduces quality variation across long production runs.
25–45% Energy Saving
Servo and electric drive systems reduce energy consumption compared to equivalent hydraulic IBM machines — a compound cost advantage as energy prices rise.
For full technical specifications and mold cavity options, see the MSZ30 Hybrid injection blow molding machine product page. For Victor's full IBM range, see the injection blow molding machine collection.


Frequently Asked Questions
Extrusion blow molding extrudes a continuous tube of molten plastic, clamps it inside a mold, and blows it into shape. The clamping action pinches off excess material, creating flash at the parting line and at the neck and base of the bottle.
Not sure which process is right for your bottle?
Send us your bottle drawing, material, capacity, neck design, and target output. Victor's engineering team can evaluate whether the MSZ30 Hybrid is suitable for your non-PET bottle project — and provide a free process recommendation within 24 hours.

Related Reading
External Technical References
For buyers who need neutral background reading, these references explain the broader bottle manufacturing and PET stretch blow molding context. They are included to clarify process boundaries, not as supplier recommendations.