Injection Blow Molding Machine (IBM Machine)
Manufacturer for Precision Bottles
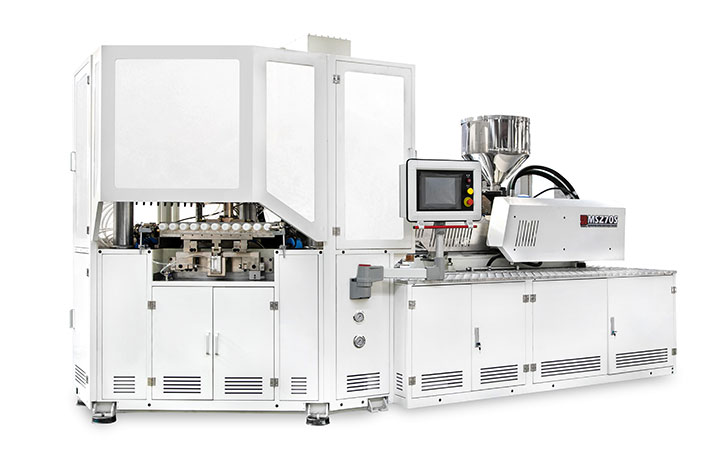
Jiangsu Victor Machinery Co., Ltd. manufactures MSZ series injection blow molding machines (IBM machines) for high-precision plastic bottles from 2 ml to 500 ml, with zero flash waste, precise neck sealing, and uniform wall thickness.
IBM machines for pharmaceutical pill bottles, eye dropper bottles, cosmetic containers, and healthcare packaging.
- Three-Station Precise Injection Blowing
- Servo-driven, Energy-saving Technology
- Supports HDPE, LDPE, PP, PS Materials
Global Supplier: Installed in 50+ countries.

Featured Injection Blow Molding Machine Models

MSZ30 Series
Patented synchronized mold system achieves ultra-fast dry cycle of 2 s, ensuring stable and precise molding.

MSZ30 Hybrid Series
Hybrid power system reduces energy consumption and carbon emissions while keeping high molding efficiency.

MSZ50S Series
Produces up to 1000 kg of products with remarkable energy savings of 80 kWh per batch.
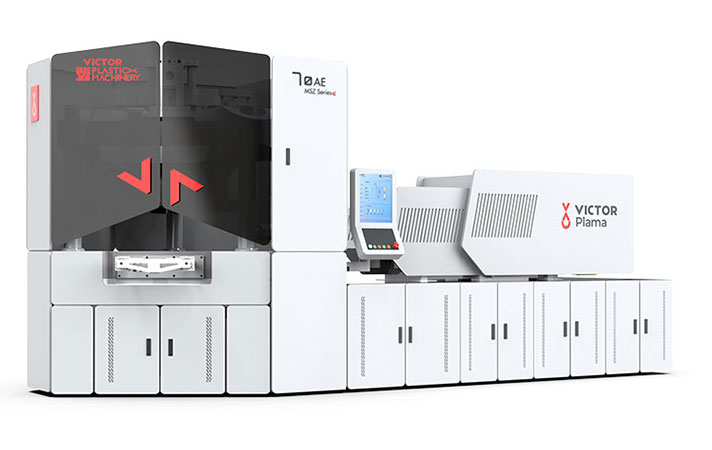
MSZ70AE Series
Advanced correction algorithm ensures precise and stable motion control at high speed.


MSZ135 Series
8-cavity PP configuration optimized for mass production of high-precision containers.
Three-Station Injection Blow Molding Process Overview
Victor's IBM machines utilize a synchronized three-station system—Injection, Blow Molding, and Stripping. This advanced process ensures medical-grade precision, zero-flash neck finish, and high-speed production stability.
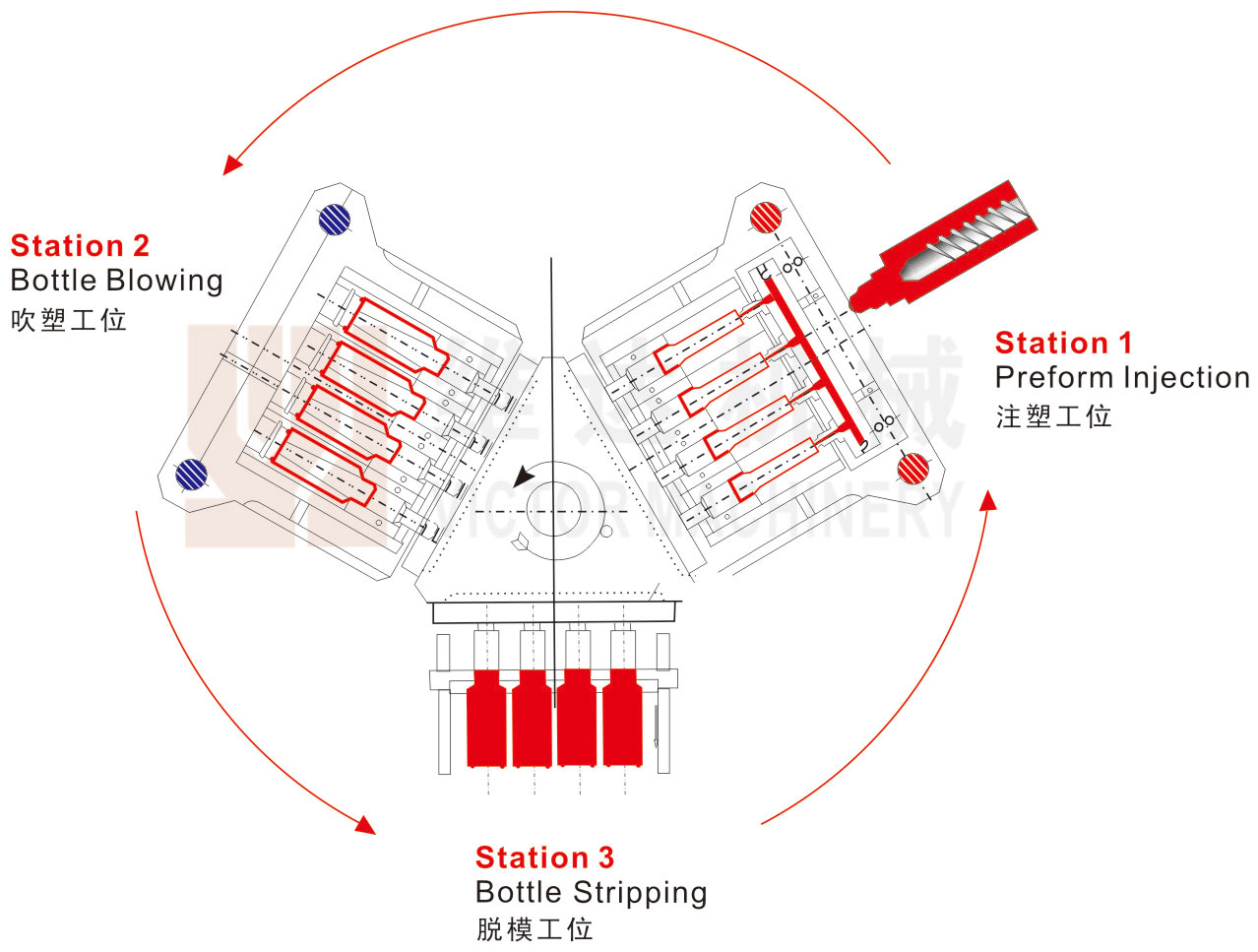
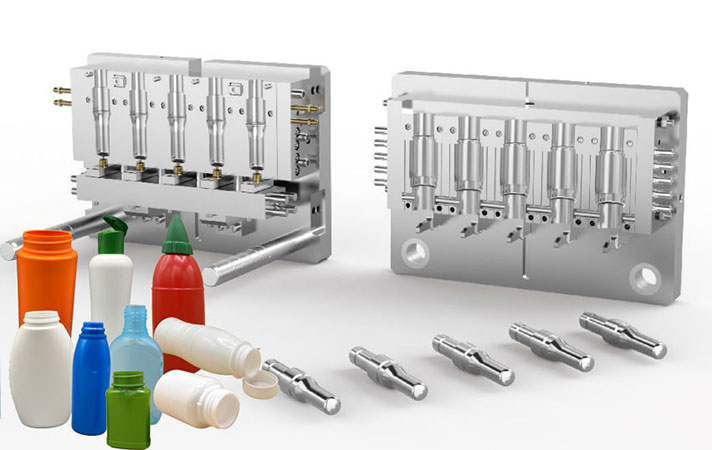
Station 1: Injection – Precise Preform Forming
- High-accuracy neck dimensions
- Optimal heat distribution for blowing
- Zero flash for pharmaceutical standards
Station 2: Blow Molding – Final Bottle Expansion
- Biaxially oriented for strength
- Uniform wall thickness distribution
- Precision molding for complex shapes
Station 3: Stripping – Automated Product Ejection
Bottles are automatically stripped and counted. This touch-free ejection ensures hygiene and integrates with automated packaging lines.
EXPERIENCE
Victor Factory & Global Shipping
Victor injection blow molding machines are independently developed, manufactured, assembled, and tested in our own factory. Every machine is inspected, trial-run, and export-packed before worldwide delivery.
What We Do Before Delivery
- In-house assembly and commissioning by experienced engineers
- Trial running with process validation to confirm stable output
- Export-standard packing for sea shipment and long-distance handling
- Global shipping support with documentation and logistics coordination
 Watch MSZ30 Video
Watch MSZ30 Video
For Google video indexing, Victor now uses dedicated video watch pages. This product category page links to the primary MSZ30 video page while keeping the product page focused on machine selection, applications, and model comparison.

Cosmetic shampoo bottles

Pharmaceutical spring bottles

Health care hand sanitizer

Pharmaceutical eye droppers

Cosmetic jars

Pesticide bottles

Milk& juice bottles
